Металл штамптоочу калыптар

Кыска сүрөттөмө:
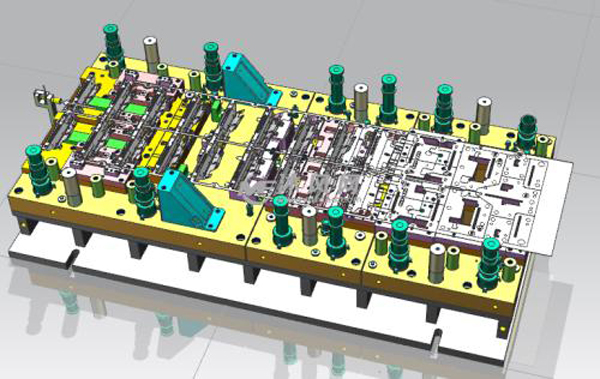
Металл штамптоочу калып - бул металл барактын бөлүктөрүн штамптоочу шайман жана шаймандардын бир түрү. Өндүрүштүн жогорку натыйжалуулугунун жана кыска өндүрүш циклинин артыкчылыктары бар. Көбүнчө массалык өндүрүштө колдонулат.
Металл штамптоочу калып(Металл штамптоочу штамп) - бул муздак штамптоо процессинде материалдарды (металл же металл эмес) бөлүктөргө (же жарым фабрикаттарга) кайра иштетүүчү атайын технологиялык жабдуунун бир түрү. Аны муздак штамптоочу өлүк деп аташат (адатта, муздак штамптоочу өлбөйт деп аталат). Калыптын штамптоо - муздак иштөөчү калыптын көгөрүшү. Бөлмө температурасында, прессте орнотулган матрица бөлүк же пластикалык деформацияны пайда кылуу үчүн материалга басым жасоо үчүн, керектүү бөлүктөрдү алуу үчүн колдонулат.
Металл бөлүктөрүн штамптоо металл бөлүктөрүнүн көп бөлүгүн түзөт, мисалы компьютердин корпусу, алюминий кабыгы, жабдыктын капкагы, шаймандар кутусу, контейнер, кронштейн, электрондук калкандын капкагы, зым терминалы ж.б. Штамптоочу штамптоо - бул көптөгөн түрлөрү бар массалык өндүрүштүн бир түрү. Штамптоочу штамптар көбүнчө процесстин касиеттерине жана штамптын конструкциясына жараша классификацияланат

Процесс касиеттери боюнча классификация
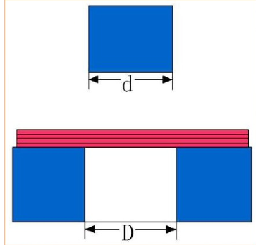
(1) (1) Бланкировкалоочу материал - бул материалдарды жабык же ачык контурлар боюнча бөлүү үчүн колдонулган матрица. Мисалы, бланкты кесүү, муштум менен өлтүрүү, кесүү үчүн өлүү ж.б.
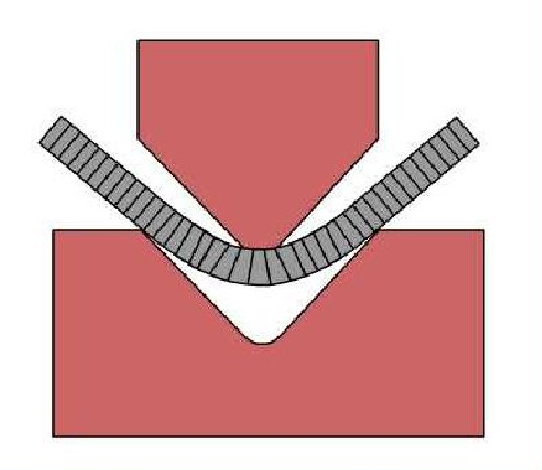
(2) Ийилген матрица дайындаманын калыптын белгилүү бир бурчуна жана формасына ээ болуу үчүн, боштукту же башка боштукту түз сызык боюнча ийилүү деформациясын түзөт (ийилген ийри).
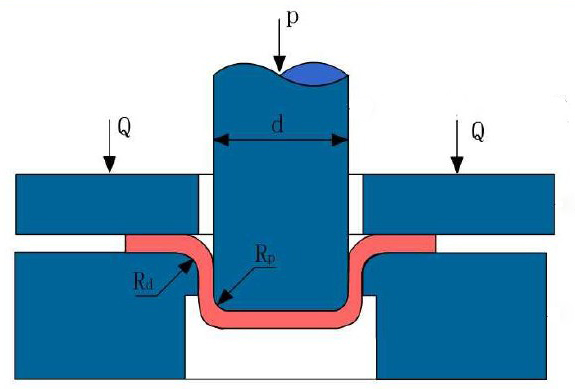
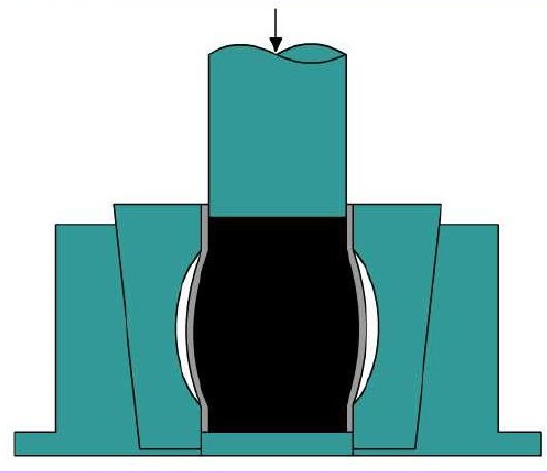
(3) Drawing die - бул бош көңдөй бөлүккө боштук жасай турган же көңдөй бөлүктүн формасын жана өлчөмүн андан ары өзгөртүүгө мүмкүндүк берген өлбөстүк.
(4) Калып жасоочу матрицанын формасы боюнча, ал бош же жарым фабрикатты түздөн-түз перформанын формасына жана матрицага ылайык көчүрө алат, ал эми материалдын өзү жергиликтүү пластикалык деформацияны гана жаратат. Мындай томпок өлүп, мойнунан өлүп, өлүп бараткан жерди кеңейтип, калыптанып калыптанып калыпка айланып, флангадан өлүп, калыптанып калып, ж.б.
(5) Держердин өлүшү - бул сырткы күчтү колдонуп, бөлүктөрдү белгилүү тартипте жана ыкма менен бириктирүү же айландыруу, андан кийин бир бүтүндү түзүү.
Punching die
Drawing өлөт
Ийилип өлөт
Томпок өлөт
Иштөөнүн айкалышкан деңгээлине жараша классификация
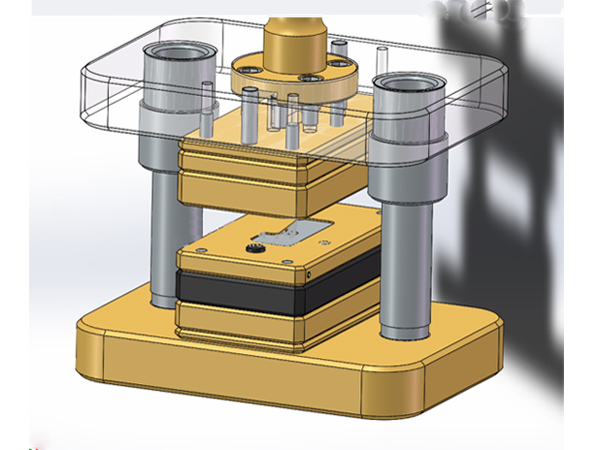
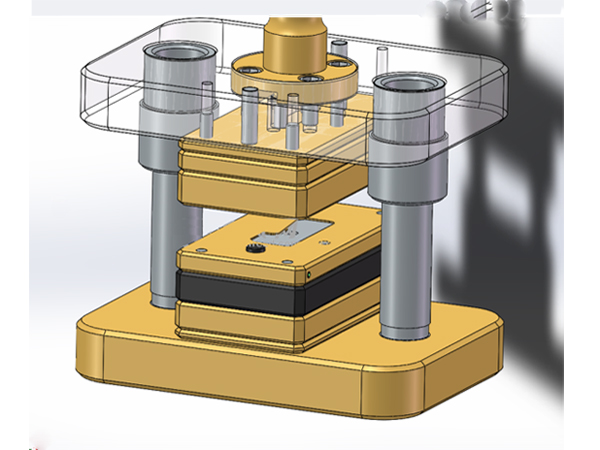
(1) Жалгыз өлүү (сахнада өлүү)
Пресстин бир соккусунда, бир гана штамптоо процесси аяктайт.
Бир эле иштөө процедурасы үчүн бир гана жумушчу станция жана бирдиктүү иштөө процедурасы бар. Аны бланкты, ийилген өлүктү, чиймени, өлгөндү бурууну жана калыпты калыптандырууну бөлүүгө болот.
Материалдарды жасоо жөнөкөй жана жасоонун баасы төмөн. Ал жөнөкөй түзүлүшкө ээ жана аз чыгуучу бөлүктөрдү чыгарууга ылайыктуу. Өндүрүштүн төмөн натыйжалуулугу жана өндүрүштүн өздүк наркы жогору.
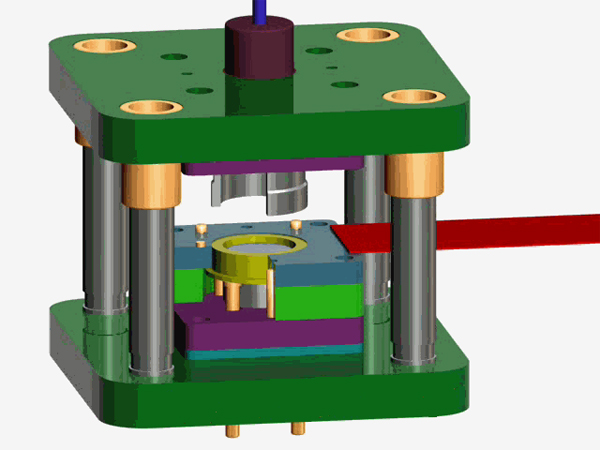
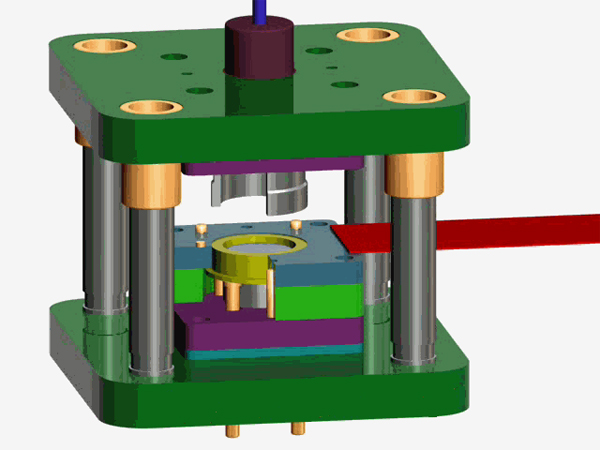
(2) курама мөөр басуу (банда өлүү)
Пресстин бир соккусунда бир эле жумушчу абалында эки же андан ашык штамптоо процесстерин аяктаган бир гана жумушчу абалы бар өлгүч.
Кошумча матрицалар татаал түзүлүшкө жана жайгаштыруунун тактыгына ээ металл бөлүктөрүн жасоого ылайыктуу. Калып татаал жана так, калыпты жасоого кеткен чыгымдар жогору.
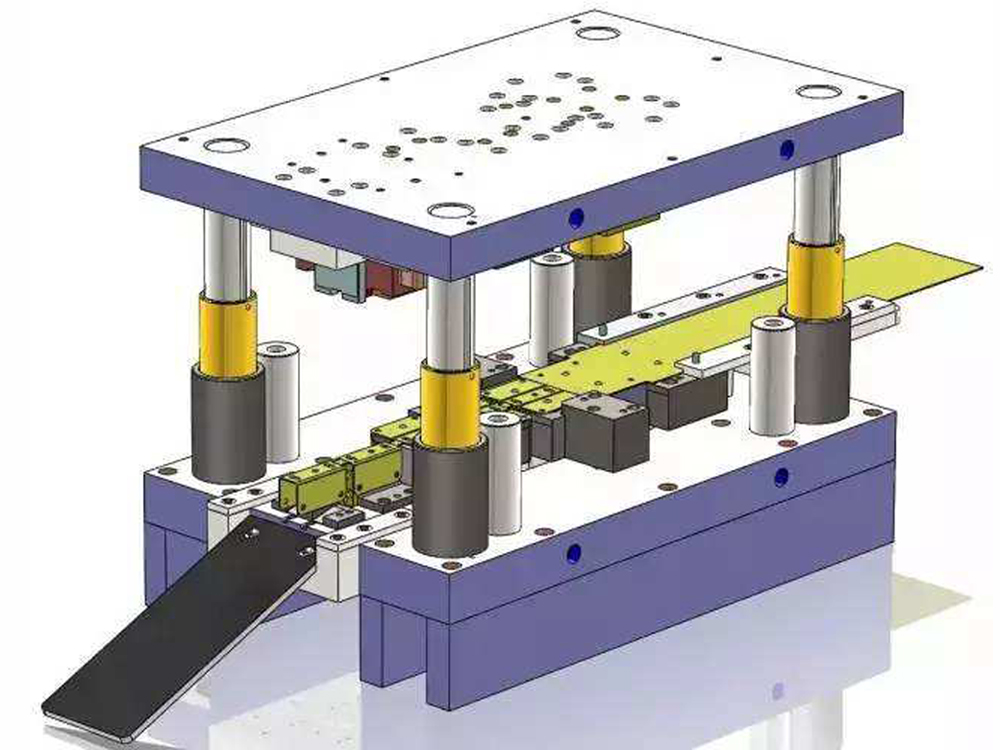
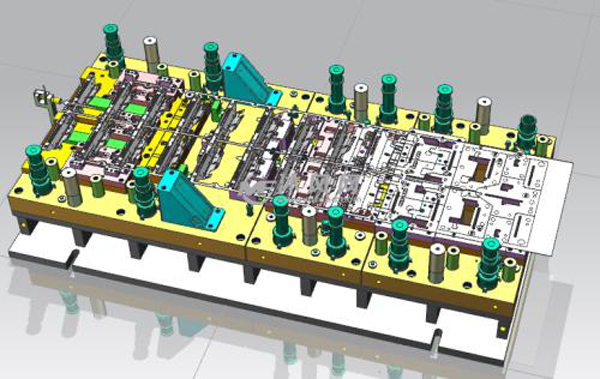
(3) Прогрессивдүү мөөр басуу (ошондой эле үзгүлтүксүз өлүп калып деп аталат)
Бланкты азыктандыруу багытында эки же андан көп станция бар. Пресстин бир соккусунда эки же андан ашык штамптоо процесстери ар башка станцияларда биринин артынан бири бүтөт.
Прогрессивдүү өлүүнүн өзгөчөлүктөрү төмөнкүлөр:
A. Өндүрүштүн жогорку эффективдүүлүгү: прогрессивдүү матрица штамптоону, флангациялоону, ийилүүнү, чиймени, татаал бөлүктөрдүн үч өлчөмдүү калыптанышын жана кураштырууну, аралык которууну азайтууну жана кайталап жайгаштырууну азайта алат. Андан тышкары, станциялардын санынын көбөйүшү өндүрүштүн эффективдүүлүгүнө таасирин тийгизбейт жана өтө майда бөлүктөрдү жасай алат. Өндүрүштү автоматташтыруу оңой.
B. Өндүрүштүк чыгымдын төмөндүгү: прогрессивдүү матрицанын өндүрүштүк эффективдүүлүгү жогору, пресстин саны аз, операторлордун саны жана цехтин аянты аз, бул жарым фабрикаттардын сакталышын жана ташылышын кыскартат, ошондуктан өндүрүштүн комплекстүү наркы продукт бөлүктөрү жогору эмес.
C. Көктүн узак жашоосу: татаал ички жана тышкы фигураларды жөнөкөй эркек жана ургаачы формаларына бөлүп карасаңыз болот, аларды кадам сайын кесүүгө болот. Иштөө процедурасы бир нече станцияларга чачырап кетиши мүмкүн, ошондой эле жумушчу процедурасы топтолгон аймакка орун берилиши мүмкүн, ошондуктан эркек менен аялдын өлгөндөрүнүн дубалдарынын өтө эле кичине калыңдыгы, эркектердин жана эркектердин стресстик абалын өзгөртүү аял өлөт жана өлүү күчүн жакшыртат. Мындан тышкары, прогрессивдүү өлүп калуу плитасын, ошондой эле, өлүп калуу жашоосун жакшыртуу үчүн абдан пайдалуу болгон муштумдуу тактайча катары колдонот.
D. Көк көктүн жогорку өндүрүштүк наркы: татаал структурасы, өндүрүштүн тактыгы, узак цикл жана материалды аз колдонуу менен прогрессивдүү өлүп калуу жогорку өндүрүштүк чыгымга ээ. Колдонмо: ал татаал түзүлүшкө ээ чакан жана орто көлөмдү массалык түрдө өндүрүү үчүн ылайыктуу.
Прогрессивдүү өлүм
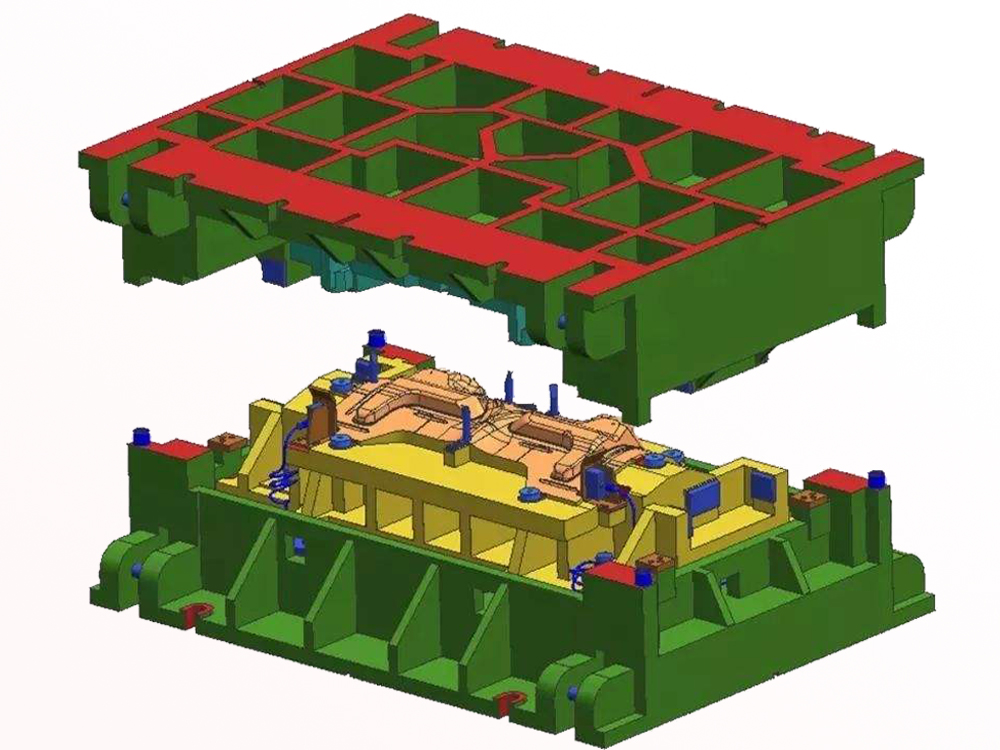
(4) Transfer штамптоо калып (көп абалы өткөрүп берүү калып):
ал бир процесстин штамптоочу калыптын жана прогрессивдүү штамптоочу көктүн мүнөздөмөлөрүн бириктирет. Манипулятор өткөрүп берүү тутумун колдонуу менен, ал калыптагы өнүмдөрдүн тез которулушун ишке ашыра алат. Ал продукциянын өндүрүштүк натыйжалуулугун бир топ жогорулатып, продукциянын өздүк наркын төмөндөтүп, материалдык чыгымдарды үнөмдөп, сапаты туруктуу жана ишенимдүү болот. Ал төмөнкү өзгөчөлүктөрдү камтыйт:
A. Көп станцияларда колдонсоңуз болот.
Б. Ар бир станция толугу менен инженердик калып, суб-калып деп аталган белгилүү бир процессти бүтүрөт. Суб-калыптардын арасында айрым мамилелер бар. Ар бир суб-форма алдыңкы жана арткы суб-калыптарга таасир этпестен, өз алдынча жөнгө салынат.
C. Бөлүктөрдүн суб-калыптардын ортосунда берилиши манипулятор аркылуу ишке ашат. Көп позицияны өткөрүп берүүчү автоматтык түрдө өндүрүү жана компьютерди акылдуу аныктоо жана башкаруу үчүн ылайыктуу. Ал жогорку тактыкта, жогорку сапатта жана татаал түзүлүштө тетиктерди чыгарууда колдонулат.
Калыптарды же матрицаларды колдонуу:
(1). Электрондук жана байланыш өнүмдөрү;
(2). Оргтехника;
(3). Автомобилдин запастык бөлүктөрү;
(4). Тиричилик техникасы;
(5) .электр жабдуулары;
(6). Медициналык жана айлана-чөйрөнү коргоо;
(7). Өнөр жай;
(8) .Жасалма интеллект;
(9). Унаа;
(10). Курулуш материалдары, ашкана жана даараткана шаймандары жана шаймандары;





