Калыпты салуу




Кыска сүрөттөмө:
Калыпты салуубул пластмасстын ичине куюлуучу процесстин бир бөлүгү, ал пластмасса куюуга чейин эле бир көңдөйгө жайгаштырылган бөлүктүн же бөлүктөрдүн айланасына сайылат. Бул процесстин натыйжасында, пластмасса менен капталган кыстарма же кыстарма бар бир кесим.
Калыпты салуубул пластмасстын ичине куюлуучу процесстин бир бөлүгү, ал пластмасса куюуга чейин эле бир көңдөйгө жайгаштырылган бөлүктүн же бөлүктөрдүн айланасына сайылат. Бул процесстин натыйжасында, пластмасса менен капталган кыстарма же кыстарма бар бир кесим.
Кыстаруу формасы пластиктин мүмкүнчүлүктөрүн кеңейтет жана продукцияны өндүрүү үчүн кымбат баалуу металлдардын көлөмүн чектеп, продукциянын баасын төмөндөтүүгө жардам берет. Кыстарма металлдан же башка пластмассадан жасалышы мүмкүн. Калыптын бул түрү алгач оюп салынган тешикчелерди калыпка куюлган бөлүктөргө жайгаштыруу жана электр зымдарына зым сайгычтын туташуусун капсулалоо максатында иштелип чыккан.
Бул калыпташтыруу процессин башка калыпташтыруучулар жасай албаган же жасай албаган нерселерди ишке ашыруу үчүн кеңейтип жатабыз.
Бөлүктүн көлөмүнө жараша өндүрүштү көбөйтүү үчүн көп көңдөйдүү калып даярдалат. Кээде монтаждоону аяктоо үчүн экинчи формадагы калыптандыруу операциялары талап кылынат.
Вставка формасы - бул калып, ар кандай материалдар менен даярдалган вставкага чайыр куюп, эриген материалды кыстарма менен айкалыштырып, интегралдык продуктту пайда кылуучу калыпка салуу ыкмасы. Камтылган бөлүктөр көбүнчө темир бөлүктөр, ошондой эле кездеме, кагаз, зым, пластик, айнек, жыгач, зым шакек, электр бөлүктөрү.
Кыстаруу формасынын процесстин өзгөчөлүктөрү төмөнкүлөр:
1. Чайырдын оңой калыптанышын, ийилишин, металлдын катуулугун, бекемдигин жана ысыкка чыдамдуулугун айкалыштырып жана толуктап туруу керек, ошондуктан татаал жана эң сонун металл пластиктен жасалган буюм жасалышы керек.
2. Атап айтканда, чайыр изоляциясы менен металл өткөрүмдүүлүгү айкалышы колдонулат жана пайда болгон буюмдар электр буюмдарынын негизги функцияларын аткара алат.
3. Көптөгөн салгычтардын алдын-ала түзүүчү айкалышы продукт бирдигинин айкалышынан кийинки инженердик кызматты кыйла акылга сыярлык кылат.
4. Кыстаруу буюмдары металл менен гана чектелбестен, кездеме, кагаз, зым, пластик, айнек, жыгач, катушка, электр бөлүктөрү ж.б.
5. Катуу формалоочу буюмдар жана резина пломба негизиндеги ийилүүчү эластикалык калыптоо буюмдары үчүн, интегралдык буюмдар субстраттагы инжектордук калып менен жасалгандан кийин, пломбанын шакектерин уюштуруунун татаал иш-аракетинен качууга болот, бул автоматтык түрдө кийинки процесстер оңой.
6. Бул эриген материалдар менен металлдан жасалган оюктардын бириктирилген жери болгондуктан, металл оюкчалардын ортосундагы ажырым тарыраак иштелип чыгышы мүмкүн жана композициялык буюмдардын калыпка куюлган ишенимдүүлүгү калыпка салууда пресске караганда жогору ..
7. Тиешелүү чайыр жана калыпка келтирүү шарттарын тандаңыз, башкача айтканда, бузулушу оңой болгон өнүмдөр үчүн (мисалы, айнек, катушка, электр бөлүктөрү ж.б.), алар чайыр менен бекитилип, бекитилиши мүмкүн.
8. Вертикалдуу формадагы машина жана манипулятор айкалышы менен, бардык кошумча киргизгичтер ж.б., кыстаруу калыпка долбоорлорунун көпчүлүгү автоматтык өндүрүштү ишке ашыра алат.
9. кыстарма пайда болгондон кийин, ал өзөктүк тешикти алып салгандан кийин көңдөй оюктары бар буюмдарга да жасалышы мүмкүн.
Кыстарма калыптын бөлүгүнүн дизайны жана формасы боюнча кеңештер
1. Кыстармаларга карата материалдык талаптар: катуулук, эрүү температурасы, катуулук, кичирейүү
2. Кыстарманын формасы жана көлөмү алуу, жайгаштыруу жана жайгаштыруу үчүн ыңгайлуубу. Тетиктердин дизайны аккан чайырдын таасири астында бөлүктөрдүн четтеп кетишин же бошоп кетпеши үчүн калыпка орнотуу жана бекитүү үчүн ыңгайлуу болушу керек.
3. Кыстармалардын тактыгы жана шайкештиги
4. Тиешелүү көктүн түзүлүшүн тандаңыз, ошондой эле чайырдын ичине толук салынышы мүмкүн.
5. Металлдан жасалган кыстаруунун кыскаруусу бир калыпта эмес. Маанилүү бөлүктөрдүн формасынын жана көлөмүнүн тактыгынын чегин текшерүү алдын-ала жасалышы керек.
6. Инъекциялык процессте металл салгычтын деформациясы жана жылышы оңой болот, ошондуктан калыптын курамы жана металлдын ичин сактап турууга оңой форманын формасы толугу менен каралышы керек. Кесүү формасын өзгөртүү мүмкүн болбогон өнүмдөр үчүн алдын-ала сыноо зарыл.
7. Металл салгычтын алдын ала ысытуу же кургатуу ыкмасына муктаж экендигин тастыктаңыз. Максаты - өнүмдүн сапатын камсыз кылуу жана туруктуулукту калыптандыруу.
Кадимки колдонмолор:
Металлдан жасалган форма Металлдан жасалма куюу эң көп колдонулган кыстарма калыпка салуу процесси.
Металл салгычты калыпка салуу - бул металл салгычты калыпка ылайыктуу абалда алдын-ала бекитип, андан кийин калыпка пластик куюунун бир түрү. Калып ачылгандан кийин, салгычты пластикти муздатуу жана катуу жолу менен ороп, продуктту оюк шакек жана электрод сыяктуу салгычтар менен алуу керек.
Орнотулган металлдан жасалган оюктардын бөлүктөрү талаптагыдай түзүлүшкө жана калыңдыкка ээ болушу талап кылынат, ал эми калыптагы бекитилген койгучтардын бөлүктөрү тез жана ишенимдүү жайгаштырылып, бекитүүчү тешиктерге пластмасса агып кетпейт. Киргизгичтер атайын иштелип чыгышы керек, мисалы, камтылган бөлүктөрдө тешип түшүү, оюп чыгуу, буроо ж.б.
Ылайыкташтырылган металл кыстаруу калыптары:
Mestech - бул инерттин калыпташынын адистештирилген колдонмосу .. Колдонмоңузга ылайыктуу инерма калыптоо чечимин табуу үчүн биз менен байланышыңыз.

Электр сайгыч сайма сайма

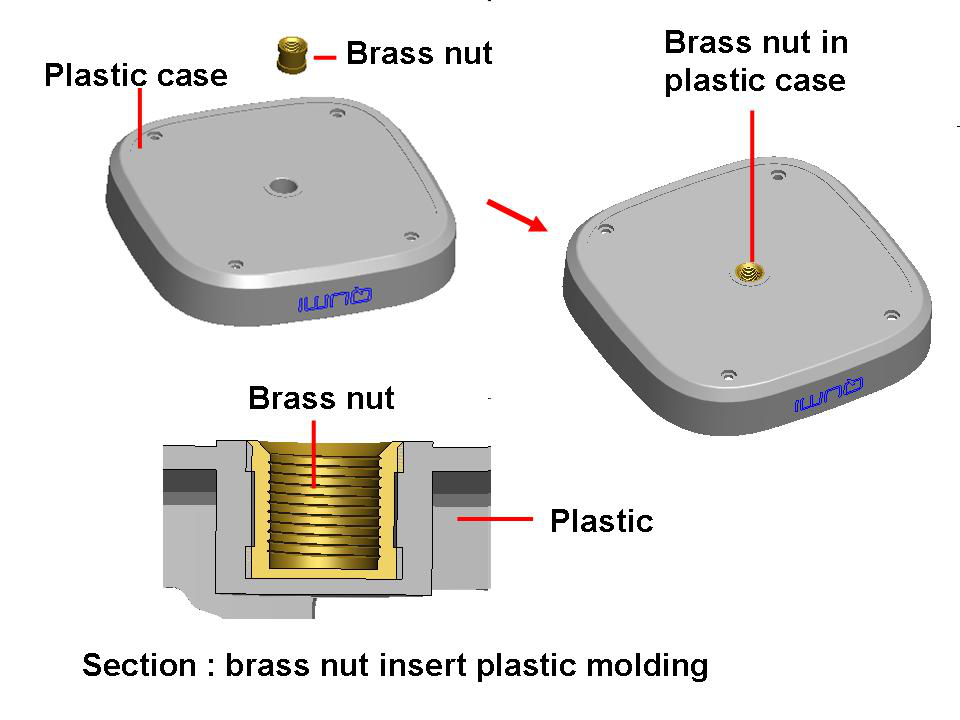
Жезден жасалган гайканы кыстаруу

Тактык металл табак кыстаруу калып






